


Prodotti Custom VMF - Tutte le soluzioni per la tua azienda
VMF ha sviluppato negli anni una competenza che consente di seguire il cliente in ogni fase del ciclo di vita del prodotto. Grazie a test sui materiali ed un continuo aggiornamento, siamo in grado di supportare il Cliente in tutte le fasi di sviluppo di un motore elettrico quali progettazione (scelta dei materiali e delle tecniche di tranciatura ed impaccaggio che rendono industrializzabile il prodotto finale), prototipazione (laser), lancio e produzione di pre-serie (punzonatura), sviluppo e maturità (stampo progressivo).
Questo si traduce in investimenti mirati per il cliente, sempre proporzionali alle effettive esigenze del momento: a un basso volume di vendita corrispondono bassi investimenti, a volumi alti di vendita maggiori investimenti e produttività. Al contrario i costi di produzione si riducono al crescere dei volumi consentendo un rapido tempo pay-back per le attrezzature più costose necessarie per le produzioni su larga scala. Questo da un lato riduce i rischi di insuccesso tipici di un prodotto nuovo e dall’altro consente di cogliere le opportunità di business innovativi in tempi brevi e bassi costi finanziari.
Il controllo dei processi

Le fasi della lavorazione del prodotto
La consulenza ingegneristica
Nella fase di progettazione di un nuovo prodotto diventa fondamentale avere un partner in grado di suggerire al progettista le scelte migliori dei materiali e delle lavorazioni per renderlo industrializzabile su piccola, media o larga scala. La competenza del Polo Tecnico di VMF supportato da uno specifico laboratorio di ricerca, garantisce al Cliente di realizzare ogni nuovo progetto con la massima sicurezza di una sua futura fattibilità sia tecnica che commerciale.
Punzonatura
Il reparto di punzonatura è da oltre vent’anni uno dei punti di forza di VMF, garantendo la produzione di lamierini speciali di dimensioni medio-grandi. Grazie alle nostre tecniche di lavorazione il cliente può realizzare la sua produzione dei motori speciali con tempi e investimenti ridotti, evitando gli stampi progressivi, che hanno costi e tempi di realizzazione molto elevati.
Si tratta di una soluzione più economica e produttiva del puro taglio laser e con tempi di realizzazione accettabili.

Prototipazione con taglio laser
Il know-how acquisito da VMF insieme ai suoi Partner nella tranciatura dei lamierini magnetici con il taglio laser (CO2 o Fibra) ed il loro relativo impaccaggio, permette al cliente di contare su soluzioni adatte alla prototipazione di motori con bassi costi e massima rapidità.
La soluzione della tranciatura laser unita alla punzonatura rappresenta per i motori di grandi dimensioni non solo una delle soluzioni più economiche e rapide, ma anche dal punto di vista qualitativo una opzione in grado di rispettare standard di alto livello, in particolare per impaccaggi che prevedono altezze rilevanti.
Spesso la soluzione mista di tranciatura laser e punzonatura è anche molto indicata per le produzioni di serie, evitando l’acquisto di onerosi stampi a blocco.
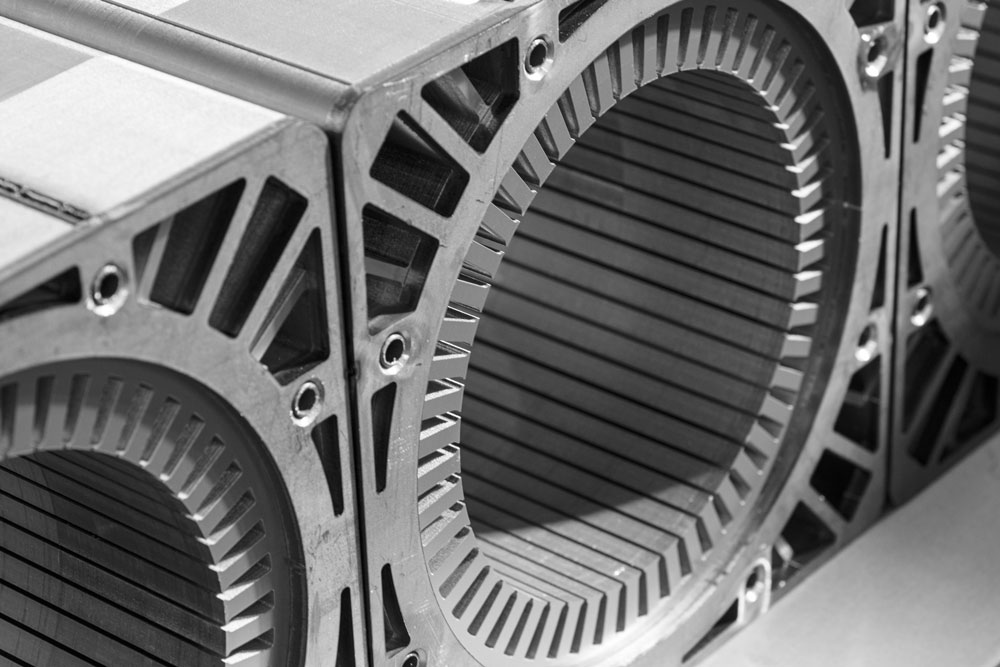
Impaccaggio statori
La fase dell’impaccaggio statori è possibile in queste modalità:
-

Graffatura

Le macchine VMF sono progettate per graffare contemporaneamente i pacchi statore.. La VMF utilizza macchinari di graffatura tra le 20 e le 40 tonnellate di pressione. Tutti le nostre attrezzature sono progettate internamente e sono pensate per soddisfare le richieste del cliente, permettendo di impaccare statori con diverse dimensioni, geometrie e materiali.
-
Saldatura
VMF effettua la saldatura in automatico per la produzione di statori con tecnologia TIG e plasma, avvalendosi di attrezzature specifiche per l'allineamento della cave interne dello statore, garantendo così il massimo della qualità e della tolleranza geometrica (es. concentricità del diametro). Tutti i pacchi statore vengono saldati lungo le cave di saldatura dei lamierini. In caso di esigenze speciali dei clienti, la VMF è pronta ad utilizzare anche le tecnologie di saldatura MIG e MAG.
-
Saldatura inclinata per statori
Grazie alla sua esperienza VMF può contare su diverse macchine progettate dall’azienda per la saldatura degli statori inclinati, dalle piccole taglie (MEC 80) a quelle grandi (MEC 355). Questo garantisce al cliente una maggiore flessibilità nella progettazione di prodotti speciali. (es. Motori brushless)
Le fasi di lavorazione e di realizzazione degli statori comprendono soluzioni di impaccaggio più particolari:
-
Pressoimpacco
Il pressoimpacco è una tecnica d’impaccaggio che avviene direttamente nello stampo di tranciatura. L’utilizzo dell’elettronica permette di realizzare pacchi statore di diverse altezze.
-
Incollaggio backlak
I vantaggi degli statori impaccati tramite incollaggio di lamierini backlack sono maggiore efficienza del motore elettrico, liberà di design, stabilità meccanica e accuratezza delle proprietà magnetiche, riduzione delle vibrazioni e quindi della rumorosità.
-
Chiodatura statori
VMF propone soluzioni di impaccaggio anche attraverso la chiodatura, progettando attrezzature per l’applicazione di rivetti dentro i fori di fissaggio realizzati ad hoc nei lamierini. Si sviluppano così attrezzature specifiche per ogni cliente in modo da garantire la massima qualità dei pacchi.
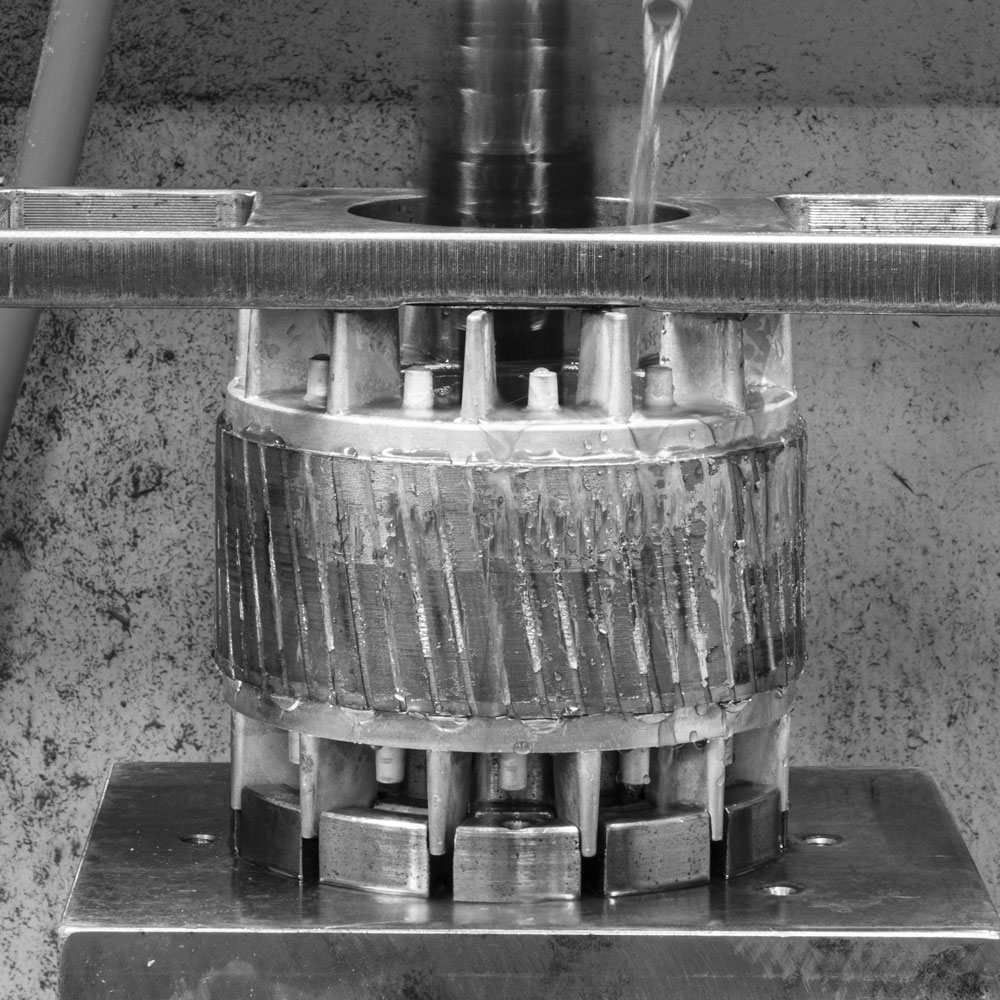
Lavorazioni (o impaccaggio) rotore
La VMF punta ad ottenere la massima resa qualitativa anche nella realizzazione di pacchi rotore, garantendo così al cliente le prestazioni dei propri motori.
I clienti possono scegliere tra diverse soluzioni tecniche per quanto riguarda la realizzazione di rotori:
-
Rotori Pressofusi in Alluminio/Silumin
Con questo procedimento si ottiene il rotore a gabbia completo degli anelli di cortocircuito, delle alette di raffreddamento e di eventuali pioli per l'equilibratura. Chi si affida a VMF può contare su una linea di pressofusione con carico e scarico, totalmente automatizzata. La VMF ha sviluppato nel corso degli anni un grande know-how nella pressofusione dei rotori ad induzione; ad oggi sono otto le macchine di pressofusione ad asse orizzontale, garantendo la possibilità di stampare rotori dal diametro 50 mm fino al 425 mm. Inoltre, la VMF vanta più gamma di oltre 200 corone di cortocircuito in grado di soddisfare ogni esigenza nella realizzazione di rotori per motori elettrici industriali. VMF può comunque garantire la progettazione e la realizzazione in tempi rapidi e bassi costi di corone di corto circuito ad hoc per applicazioni speciali.
Prima di poter pressofondere i rotori occorre realizzare il pacco rotore in modo da rispettare le caratteristiche richieste dal cliente (es. inclinazione cave e altezza pacco), per questo la VMF offre diverse soluzioni:
• Pressoimpacco: il presso-impacco realizza l’impaccaggio del rotore direttamente all’interno dello stampo di tranciatura, garantendo l’altezza e l’inclinazione delle cave grazie all’utilizzo di freni e servomotori oltreché di eventuali pressature del pacco dopo la sua estrazione dallo stampo.
• Cianfrinatura: nel caso di tranciatura di lamierini sfusi, è necessario utilizzo di spine di pressofusione. La cianfrinatura dei pacchi rotore è necessaria per bloccare i lamierini una volta data l’inclinazione delle cave. Questa lavorazione rappresenta un’importante valore aggiunto di VMF perché consente la realizzazione di pacchi rotorici di altezze, fori e diametri rilevanti. -
Rotori Brushless/Riluttanza/con Barre in rame
Oltre alle lavorazioni più tradizionali, la VMF offre anche soluzioni speciali per impaccaggio dei rotori nelle seguenti modalità:
• Incollaggio backlak: In VMF viene utilizzata la tecnologia dell’incollaggio dei lamierini progettando internamente le attrezzature più appropriate di impaccaggio ed utilizzando forni con gli adeguati processi termici.
• Chiodatura: alcuni motori speciali richiedono l’utilizzo di rotori rivettati. La VMF riesce a soddisfare le richieste dei propri clienti progettando attrezzatture specifiche di chiodatura.
• Saldatura: la saldatura è un processo molto consolidato all’interno della VMF. Principalmente utilizzata per l’impaccaggio statori, la saldatura è un’ottima soluzione per i rotori.
• Pressoimpacco: il presso-impacco realizza l’impaccaggio del rotore direttamente all’interno dello stampo di tranciatura, garantendo l’altezza e l’inclinazione delle cave grazie all’utilizzo di freni e servomotori oltreché di eventuali pressature del pacco dopo la sua estrazione dallo stampo.
Lavorazione foro
La lavorazione del foro all’interno di VMF incontra le esigenze del cliente per quanto riguarda l’inserimento dell’albero motore nel rotore. La VMF offre svariate lavorazioni per foro rotore tra cui:

LAPPATURA
Garantisce ai clienti la massima tolleranza (D8) del foro asse rotore. La lappatura è il processo di massima definizione del foro
Alesatura
Garantisce la perpendicolarità e cilindricità (tolleranza geometrica del foro

Brocciatura
Attraverso la pressione, garantisce la tolleranza geometrica con l’uso di spine/tamponi
Lamiere magnetiche speciali
VMF vuole la massima qualità dai propri prodotti; per questo motivo lavorare materie certificate come prime prima scelta è fondamentale nel processo produttivo. L'acciaio magnetico lavorato da VMF comprende tutta la gamma disponibile sul mercato.
 DC01 (EN 10130)
DC01 (EN 10130)- NGO semi-processed steel (420 50 HP K - M450-50 HP K - M660-50 K)
- NGO fully -processed steel (da M235 fino a M800)
- high frequency steel (NO18 - NO20 – HP)
La varietà delle lamiere disponibili consente ai clienti di scegliere tra lamiere con diversi indici di perdite magnetiche e tipologie di isolamento. Inoltre, i nostri impianti di tranciatura sono in grado di lavorare diversi spessori a partire da 0.1 mm fino 1 mm.
Realizzazione/commissione stampi di tranciatura e punzonatura
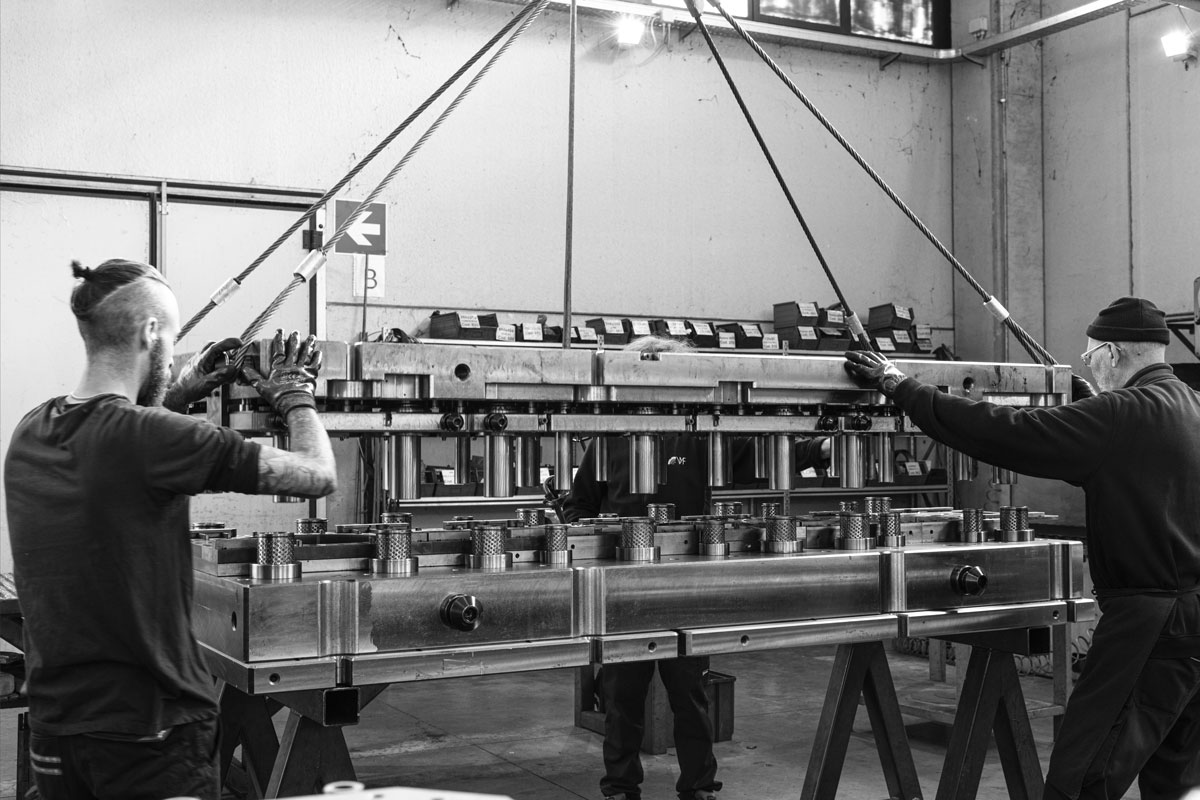
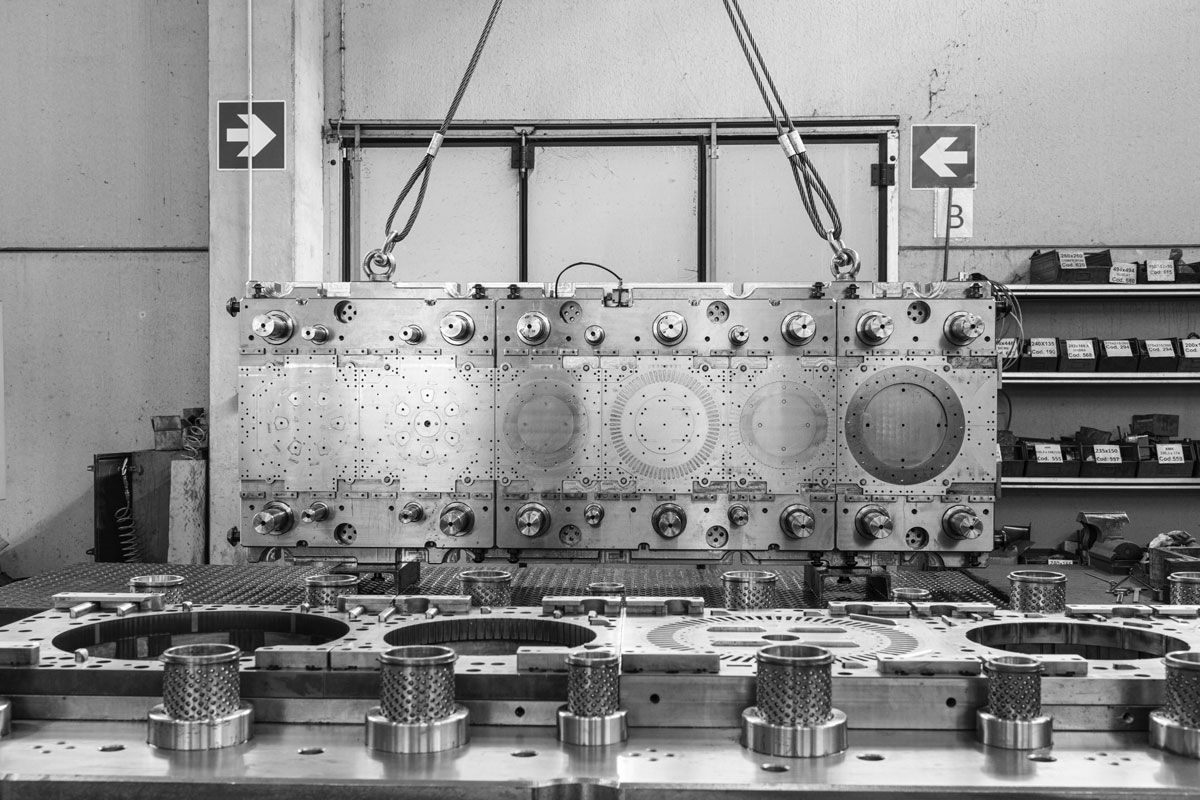

l know-how acquisto negli anni dalla VMF ha portato l’azienda ad avere competenze ed un network di fornitori internazionali di altissimo livello per quanto riguarda la realizzazione di stampi di tranciatura per lamierini magnetici di alta qualità. In particolare si realizzano stampi progressivi, stampi a blocco e stampi di punzonatura in metallo duro e acciai speciali, con eventuali rivestimenti superficiali.
Il cliente che commissiona la realizzazione di uno stampo a VMF, non si deve preoccupare di nulla: VMF si fa carico di seguire la realizzazione degli stampi garantendo alti standard qualitativi, massime prestazioni, tempi di consegna ristretti e prezzi competitivi.
Internamente VMF svolge lavori di manutenzione degli stampi come la rettifica ed il ripristino degli stampi mantenendone nel tempo la perfetta funzionalità e sfruttandone tutta la vita. Un’attrezzeria all’avanguardia e con tecnici costantemente formati, offre anche la necessaria flessibilità ai clienti per utilizzare gli stampi con differenti configurazioni e tranciando così lamierini con diverse geometrie.